Proyecto de Pasantía

Determinación de los parámetros de impresión de ULTEM 9085, ULTEM 1000 y POM-C para una impresora 3D FDM.
Durante mi pasantía con Apium Additive Techonologies GmbH en Karlsruhe, Alemania, tuve que hacer un proyecto para mi universidad para presentar como una tesis final.
La impresora HPP 155 de Apium Additive Technologies fue especialmente diseñada para imprimir PEEK. Pero en 2016, uno de los objetivos de la compañía era ir aún más lejos y ser capaz de imprimir otros materiales con la misma calidad que pueden imprimir PEEK. Además de la impresora FDM, también ofrecen varios filamentos para la impresión 3D, tales como POM-C, PEI-ULTEM 9085 y ULTEM 1000.
Ahí es donde entra mi proyecto. Además de las tareas comunes en el laboratorio de R&D, trabajé en este proyecto con un compañero pasante, llamado Sasidhar Gorantla. Utilizamos el software Simplify3D para el rebanado y G-Code.
La metodología para el proyecto fue la siguiente:
1. Investigación sobre las propiedades de cada material y su uso con impresoras FDM, para estimar un conjunto de parámetros de impresión iniciales.
2. Prueba de los parámetros iniciales para imprimir partes sencillas con los materiales.
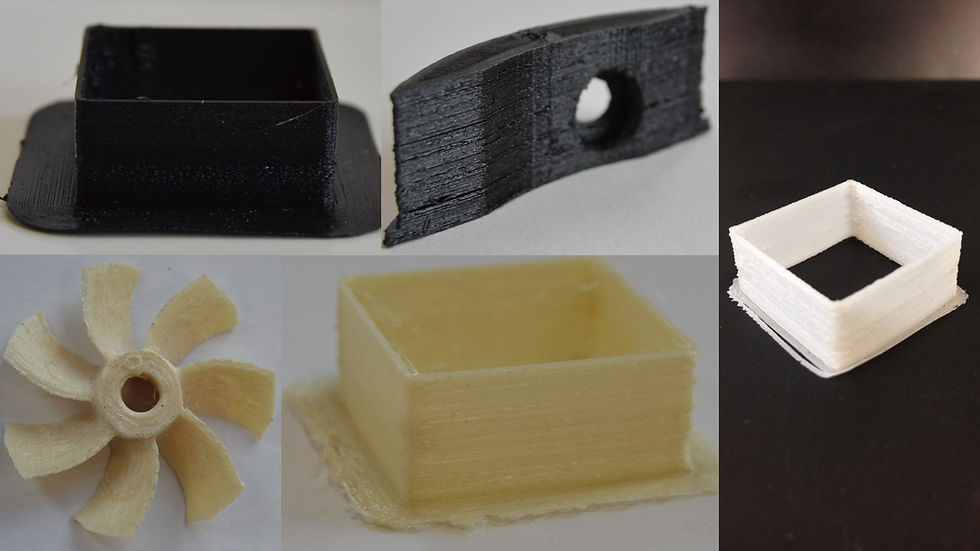
3. Se decidió imprimir probetas de acuerdo con la ASTM D-638 tipo V, que se utiliza para probar plásticos y metales sin relleno completo. Nuestro objetivo fue imprimir probetas de 50%, 75% y 100% de relleno, con una altura de capa de 0,1 mm, 0,2 mm y 0,3 mm. Seguimos imprimiendo y cambiando parámetros hasta que se obtuvieron buenos resultados visuales.
4. Una vez que el objetivo anterior se logró, nos dirigimos al Laboratorio del KIT para hacer una prueba de tracción de cada probeta impresa, para lo cual teníamos 3 muestras de cada tipo de probeta.
5. Los resultados de la prueba de tracción se analizaron y compararon con las propiedades mecánicas del mismo material después del moldeo por inyección.
Los resultados fueron básicamente que todas las piezas de materiales fabricadas con la impresora FDM alcanzaron el 78% de la tensión máxima de las piezas de moldeo por inyección. El POM-C se comportó muy bien a lo largo de todas las pruebas y no mostró ninguna desventaja, para todas las alturas de la capa y el porcentaje de relleno. Por otro lado, el ULTEM 9085 demostró ser muy fácil de manejar y mostró excelentes resultados para todas las alturas de la capa y porcentajes de relleno, lo que no fue el caso para el ULTEM 1000.